

- Address
- 浙江省宁波市高新区聚贤路587弄15号2#楼033幢12-1-13
- Phone
- 13367268046
- 854062773@qq.com



轮廓
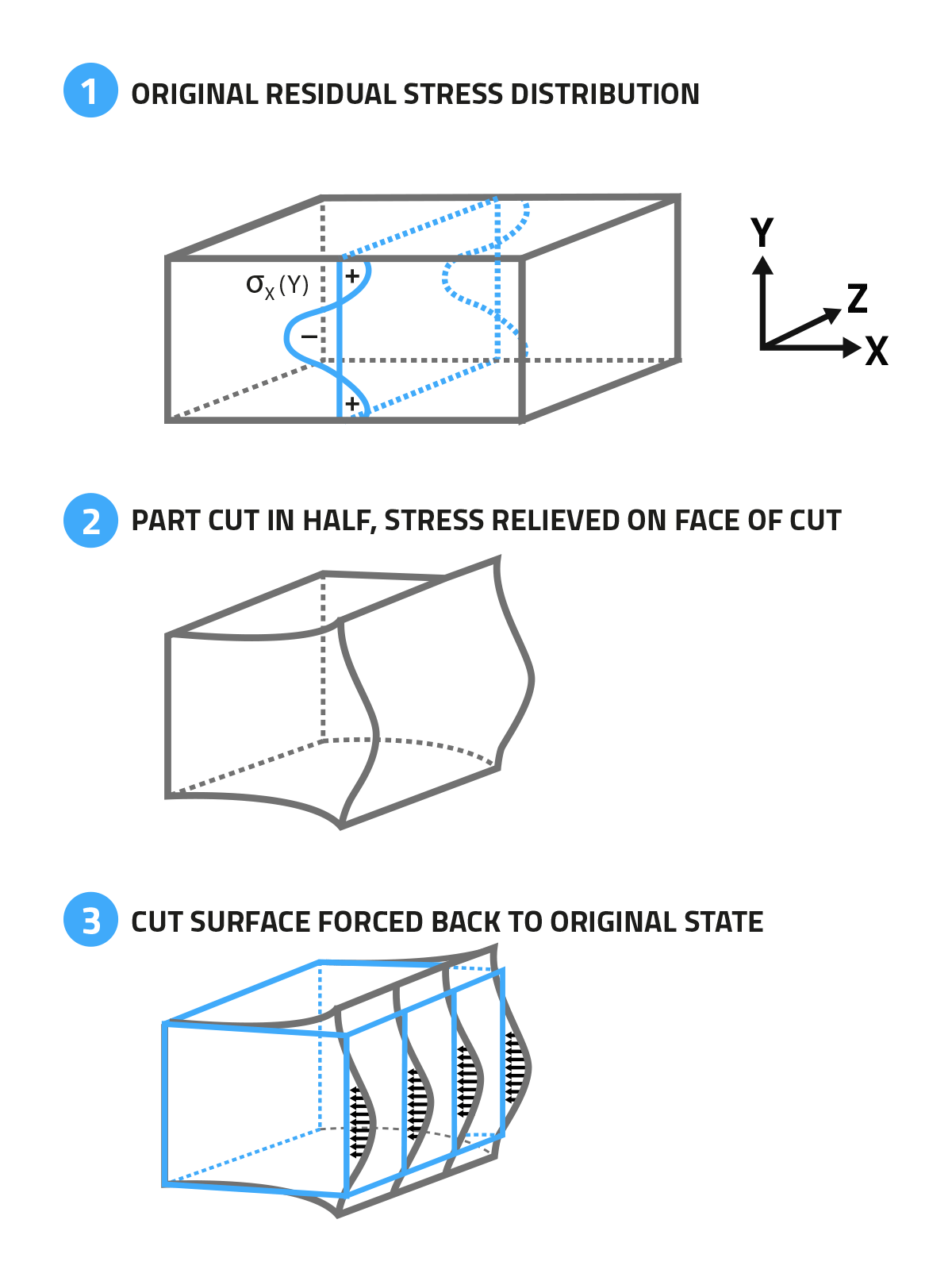
轮廓技术是一种破坏性的机械应变释放技术,能够测量单个方向上的残余应力,在穿过样品的二维平面中。
该技术基于 Bueckner 的弹性叠加原理 [1] 的变体,由三个主要阶段组成。这些阶段的第一个阶段涉及使用电火花线切割在试样内切割含有残余应力的自由表面。可以假设在材料中进行的电火花线切割是完全平坦的。然而,由“自由”表面的产生释放的材料中的应力会导致表面出现变形。然后,将表面恢复到其完全“平坦”状态所需的力相当于最初约束在试样材料内的应力 [2]。
用于计算切割表面变形的残余应力的原理图 [3]。
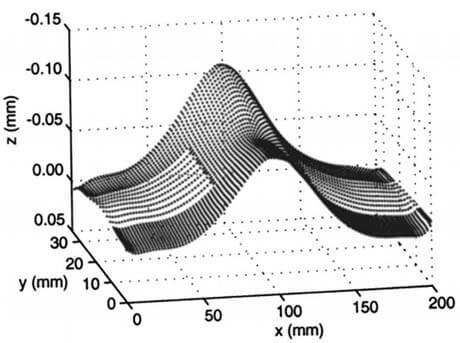
该技术的第二阶段涉及测量由轻微变形产生的切割部分的表面轮廓。这些通常使用带有触发式测头或激光附件的坐标测量机 (CMM) 进行测量。原则上,可以使用为预期表面位移提供适当精度的任何测量表面轮廓的技术。直到最近,在激光扫描精度得到改进之前,测量阶段一直是轮廓技术中最耗时的阶段。
图 1:通过 CMM 和探头 [4] 测量的对接焊缝上平滑表面图的重建
该技术的第三阶段是数据分析。这是用于将三维表面轮廓转换为二维应力场的方法,即在有限元模型中过滤原始数据阵列和叠加表面轮廓。CMM 测量的原始数据给出了由于应力释放和“噪声”输入(例如 EDM 的表面粗糙度以及测量系统的随机噪声)引起的失真的组合。出于这个原因,数据数组必须经过过滤和平滑,然后才能应用于模型。没有单一的“正确”方法可以做到这一点,因为它取决于测量系统及其特定的信噪比。然而,一个好的方法是使用平滑样条,或分段定义和平滑连接的多项式 [5]。在切割的两侧都经过处理和平均后,反向(因为表面将恢复为“平面”)应用于简单的 3D FE 模型的表面。模型不必与试样相同,但应应用适当的边界条件来阻止刚体运动。由于表面位移很小,因此只需将反向位移施加到平面模型表面即可产生所需的应力。
图 2:一个 FE 模型示例,两个对接焊缝试样的测量表面轮廓叠加到该模型上,以给出残余应力结果 a) 焊接状态和 b) 激光喷丸 [4]。

总之,等高线法原则上是一种简单的技术,它使用有限元法将用户所需的分析技能保持在最低限度。这与快速、准确的激光扫描相结合,可以将测量所需的时间保持在最低限度,同时最大限度地提高输出,从而在截面上提供完整的 2D 残余应力场。
轮廓技术的程序:
基本的实验/分析程序如下:
轮廓技术的优点:
轮廓技术的缺点
参考资料和延伸阅读:
可以在www.lanl.gov/contour上找到一个很好的文献资源供进一步阅读,其中列出了该技术的发明者 Mike Prime 博士的出版物,他列出了 Greg Johnson 的博士论文,提供了对该技术的非常彻底的细分。其他重要的研究人员是 Mike Hill 教授,他在mae.ucdavis.edu/~mhill/也有一个网页。