

- Address
- 浙江省宁波市高新区聚贤路587弄15号2#楼033幢12-1-13
- Phone
- 13367268046
- 854062773@qq.com



经略海洋科技 经略海洋potech 2022-2-11 12:09
超声波应力测量技术,一种便携式、无损、平均厚度方向应力测量技术,适用于多种材料。
无损检测技术是产品质量控制中不可缺少的基础技术。
随着产品复杂程度的增加和对安全性保证的严格要求,无损检测技术在产品质量控制中发挥着越来越重要的作用,已成为保证各种工业产品质量的有力手段。
常规的无损检测方法主要有超声检测(UT)、射线检验(RT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)等。
技术概况
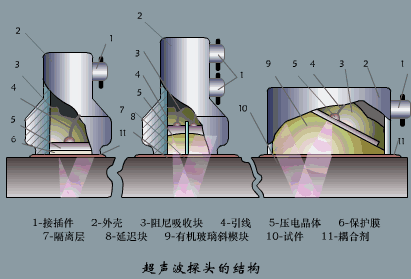
作为无损检测技术中重要的一种,超声检测是利用超声波对金属构件内部缺陷进行检查。超声波在构件内部传播时遇到不同界面将有不同的反射信号(回波),利用不同反射信号传递到探头的时间差,可以对试件进行宏观缺陷检测。利用超声波进行材料厚度的测量也是常规超声检测的一个重要方面。此外,作为超声检测技术的特殊应用,超声波还用于材料内部组织和特性的表征以及应力的测量。
主要优点
①适用于金属、非金属、复合材料等多种材料制件的无损评价;
②穿透能力强,可对较大厚度范围的试件内部缺陷进行检测,可进行整个试件体积的扫查。如对金属材料,可检测厚度1~2mm的薄壁管材和板材,也可检测几米长的钢锻件;
③灵敏度高,可检测材料内部尺寸很小的缺陷;
④可较准确地测定缺陷的深度位置,这在许多情况下是十分必要的;
⑤对大多数超声技术的应用来说,仅需从一侧接近试件;
⑥设备轻便,对人体及环境无害,可作现场检测。
局限性
当然,任何科学技术都是一把双刃剑,超声检测也不例外。
尽管超声无损检测技术广泛应用于各行各业中,但是在应用中也存在一些问题:
①由于纵波脉冲反射法存在的盲区,和缺陷取向对检测灵敏度的影响,对位于表面和非常近表面的某些缺陷常常难于检测;
②试件形状的复杂性,如小尺寸、不规则形状、粗糙表面、小曲率半径等,对超声检测的可实施性有较大影响;
③材料的某些内部结构,如晶粒度、相组成、非均匀性、非致密性等,会使缺陷检测的灵敏度和信噪比变差;
④对材料及制件中的缺陷作定性、定量表征,常常是不准确的,需要检验者丰富的经验;
⑤以常用的压电换能器为声源时,为使超声波有效地进入试件,一般需要有耦合剂。
行业标准
目前国内有关的超声检测标准为JB/T4730.3,GB/T11345-1989,CB/T3559-2011等,JB/T4730.3为一个比较综合性的标准,而后面两个标准为焊缝检测标准。
此外,关于超声检测残余应力的一些标准,如GB/T 32073-2015《无损检测残余应力超声临界折射纵波检测方法》、Q/SY 05009—2016《油气管道焊缝应力超声检测技术规范》和T/CMCA 4007-2019《钢结构残余应力超声检测技术规程》等规范,使用者可根据需要进行相应的查询。
发展简史
利用超声波来进行无损检测始于20世纪30年代。
1929年,前苏联Sokolov首先提出了用超声波探查金属物体内部缺陷的建议。
几年以后,在1935年,他又发表了用穿透法进行试验的一些结果,并申请了关于材料中缺陷检测的专利。
根据Sokolov的试验装置的原理制成的第一种穿透法检测仪器,是在第二次大战后出现在市场上的。
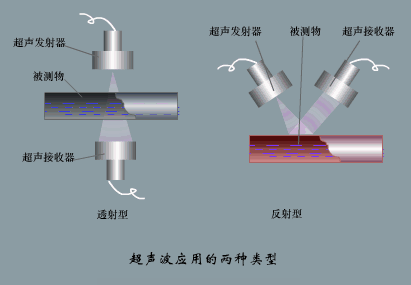
由于这种设备是利用穿过物体的透射声能进行检测,因此需要把发射和接收换能器置于试件相对两侧并始终保持其对应关系,同时,对缺陷检测灵敏度也较低,使其应用范围受到极大的限制。
不久,这种仪器就被淘汰了。
超声检测技术得以广泛应用,应归功于脉冲回波式超声检测仪的出现。
20世纪40年代,美国的Firestone首次介绍了脉冲回波式超声检测仪,并申请了该仪器的专利。
利用该技术,超声波可从物体的一面发射并接收,且能够检测小缺陷,较准确地确定其位置及深度,评定其尺寸。
随后,由美国和英国开发出了A型脉冲回波式超声检测仪,并逐步用于锻钢和厚钢板的探伤。
20世纪60年代,超声检测仪在灵敏度、分辨力和放大器线性等主要性能上取得了突破性进展,焊缝探伤问题得到了很好的解决。
脉冲回波技术至今仍是通用性最好、使用最广泛的一种超声检测技术。
在此基础上,超声检测发展为一个有效而可靠的无损检测手段,并得到了广泛的工业应用。
随着工业生产对检测效率和检测可靠性要求的不断提高,人们要求超声检测更加快速,缺陷的显示更加直观,对缺陷的描述更加准确。因此,原有的以A型显示手工操作为主的检测方式不再能够满足要求。
20世纪80年代以来,对于规则的板、棒类等大批量生产的产品,逐渐发展了自动检测系统,配备了自动报警、记录等装置,发展了B型显示和C型显示。
与此同时,对缺陷的定性定量评价的研究得到了较大的进展,利用声波技术进行材料特性评价也成为了重要的研究方向。
随着电子技术和计算机技术的发展,超声检测设备不断向小型化、智能化方向改进形成了适应不同用途的多种超声检测仪器,并于20世纪80年代末出现了数字式超声器。
目前,数字式仪器已日益成熟,正逐渐取代模拟式仪器成为主流产品。
应用现状
中国工业超声检测近几十年来发展迅速,几乎涵盖了所有的工业领域,如钢铁工业、机械制造业、锅炉压力容器、石油化工、铁路运输、造船、航空航天、电力核电等。
目前超声检测大量应用于金属材料和构件,近年来对于新兴的复合材料的应用也越来越广泛。
理论研究方面,我国也在逐渐缩小与国际先进技术的差距,很多超声数字信号处理包括人工智能、神经网络、模式识别、多种扫描成像等技术已达到或接近国际先进水平,为我国超声无损检测技术的持续发展提供了保证。
设备研发方面,超声检测设备中,国内几家为首的公司已经研发出最先进的全聚焦技术,并正在与实际的工程应用相结合,逐渐梳理出一套可执行的标准或规范出来,推进新技术的应用。
超声检测行业也渐渐有与大数据融合的趋势。
目前,一些重点的石油石化企业已经开始构建系统的大数据管理,超声检测作为质量检测的重要一环,也被纳入到大数据系统中,对管道及设备的监管也趋于系统化、深入化。
在整个工业领域,超声检测是发展最为迅速的无损检测方法之一,作为智能化潮流中不可或缺的一部分,为部件的寿命评估、动态检测等提供精准的数据支持,未来的发展前景同样十分广阔。